
無(wú)刷電機(jī)數(shù)控雕銑機(jī)伺服系統(tǒng)的控制精度實(shí)驗(yàn)結(jié)果
為驗(yàn)證無(wú)刷電機(jī)數(shù)控雕銑機(jī)的伺服系統(tǒng)的控制精度,讓雕銑機(jī)末端沿一典型非線形曲線Y=sinx運(yùn)動(dòng),實(shí)驗(yàn)結(jié)果如下圖所示,。圖中,連續(xù)曲線為給定軌跡,,點(diǎn)狀曲線為實(shí)際末端位置。各離散點(diǎn)為實(shí)測(cè)數(shù)據(jù),;,、Y坐標(biāo)單位均為電機(jī)的碼盤計(jì)數(shù)值,如果折合成厘米,,則要乘以比例因子:1/20000,。最大誤差出現(xiàn)在峰一谷值,實(shí)際峰一谷值:“53029-13043”=39986.理論峰一谷值:“40000”,,所以,,最大誤差為:40000—39986=14.即14/20000=0.O007(em)=7(gm)。
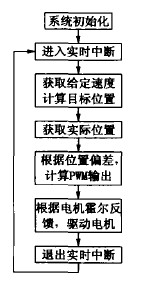
數(shù)控雕銑機(jī)伺服控制系統(tǒng)軟件流程圖
經(jīng)測(cè)試,,基于無(wú)刷電機(jī)的雕銑機(jī)價(jià)格的定位精度和重復(fù)定位精度均≤±0.01mm,,最高工作速度可達(dá)12m/min。現(xiàn)有雕銑機(jī)系統(tǒng),,精度一般為0.01mm,,速度為3m/min。部分高檔和進(jìn)口產(chǎn)品可達(dá)81Om/min,。由此可見(jiàn),,本文基于無(wú)刷電機(jī)的雕銑機(jī)系統(tǒng)與傳統(tǒng)雕銑機(jī)相比,精度上略有提高,,速度上有很大的提高,。下圖為實(shí)際雕刻的字體。
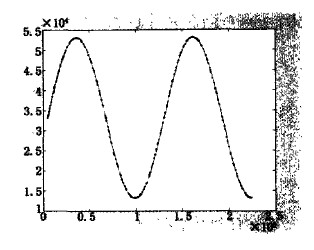
正弦曲線軌跡跟蹤圖
相關(guān)資訊
推薦產(chǎn)品

數(shù)控加工中心YF-C850 此機(jī)型的整體機(jī)械機(jī)構(gòu)采用樹脂砂鑄件制造,,內(nèi)部加強(qiáng)筋加多加大高剛性設(shè)計(jì),加強(qiáng)機(jī)械精度的持久性及加工精度的穩(wěn)定性,,并保證了整體長(zhǎng)久不變形,。該機(jī)型具有自動(dòng)換刀裝置及三軸、四軸聯(lián)動(dòng)控制功能,,系統(tǒng)一次裝夾,, 可自動(dòng)連續(xù)對(duì)四面進(jìn)行銑、鉆,、鉸及絲攻等多種

數(shù)控木工雕刻機(jī)YF-M260150 YF-M260150型數(shù)控木工雕刻機(jī)采用加厚方管并用高強(qiáng)度鑄鐵,,利用低床身和立柱橫梁一體的設(shè)計(jì)結(jié)構(gòu), 再配用高性能和大功率的進(jìn)口伺服電機(jī),,高精度和超規(guī)格的進(jìn)口絲桿,、導(dǎo)軌,高轉(zhuǎn)速和高精度的主軸,,使得機(jī)床具有穩(wěn)定性高,、剛性強(qiáng)、加工平衡,、切削力度

數(shù)控高速龍門銑YF-D1512 該款型號(hào)數(shù)控龍門銑床具有精度高,、剛性強(qiáng)、結(jié)構(gòu)合理,、穩(wěn)定性好,、工作效率高等眾多優(yōu)點(diǎn),是我公司對(duì)老款產(chǎn)品改造升級(jí)后推出的一款全新的機(jī)型,,它結(jié)合了原YF-D1615款機(jī)型的功能特點(diǎn),,改換了有效行程,并不斷的進(jìn)行改進(jìn)和創(chuàng)新,,該款機(jī)型是我們一帆數(shù)控技

數(shù)控龍門高速銑YF-D1615 該款型號(hào)高速銑床是本公司對(duì)原有機(jī)型改造創(chuàng)新升級(jí)后推出的第一款主打產(chǎn)品,,它結(jié)合了原有的老款數(shù)控銑床的性能特點(diǎn),更改了有效行程,,并不斷的進(jìn)行創(chuàng)新和改良,,才有了這款具有結(jié)構(gòu)合理、穩(wěn)定性強(qiáng),、精度高,、剛性強(qiáng),、效率高等眾多優(yōu)勢(shì)的產(chǎn)品。該款機(jī)型是一帆數(shù)控
