
數(shù)控木工雕刻機設備參數(shù)選用
數(shù)控木工雕刻機一般加工密度板,、硬木或廣告用亞克力,,吃刀量一般不超過1mm,而層壓紙板絕緣材料質地堅韌,,材料密度一般達到1.25g/cm3,,且工件體積小數(shù)量多,,銑削比較困難,。為提高效率,,加工吃刀量一般是3mm~5mm,所以切削主軸電機需要輸出較大的功率,,而且抗震性要好,,因此主軸電機功率一般不低于3kW。4.5kW電機有效地避免了電機主軸震動對軸承造成的損壞,延長了電機的使用壽命,。木工雕刻機主軸電機冷卻一般采用機體內水循環(huán)冷卻,水冷卻循環(huán)系統(tǒng)中最好能觀察到水的流動,,防止由于循環(huán)管道堵塞或缺水而造成電機過熱燒毀,。
雕銑機銑削采用高轉速、低扭矩,,刀具銑削時容易過熱,,所以刀具材質必須耐熱、耐磨且排屑效果要好,刀具一般選用鎢鋼材料的硬質合金銑刀,。由于銑削的絕緣件比較小或者局部細?。ㄈ鐖D1弧形墊塊和圖2爬坡墊塊),為節(jié)約絕緣材料,,減小切削量,,一般選用準4mm和準6mm的雙刃直槽銑刀或者螺栓雙刃直銑刀。加工參數(shù)可設置為轉速22000轉/min,,直線進給速率為1.1m/min,。這樣也可以減小扭矩輸出,延長電機及整個設備的壽命,。
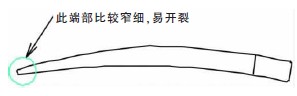
圖1 弧形墊塊
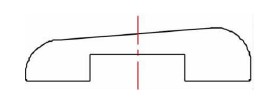
圖2 弧形墊塊
由于刀具旋轉速度高,,產(chǎn)生很大熱量,會使刀具刃口鈍化,,絕緣材料切削面碳化,,所以必須做好銑削時刀具的冷卻。雕銑機一般采用冷卻液冷卻刀具,,這在加工變壓器絕緣件上是絕對不允許的,。因此寧波市寧海縣一帆數(shù)控機械有限公司把冷卻介質改為氣體,,用氣吹銑削部位,,氣流量大小可以調節(jié)。這樣既可以降低刀具溫度,、延長使用壽命,,也能及時排屑,避免絕緣材料出現(xiàn)碳化現(xiàn)象,。
下一篇:工件加工及性能分析
推薦產(chǎn)品

數(shù)控木工雕刻機YF-M260150 YF-M260150型數(shù)控木工雕刻機采用加厚方管并用高強度鑄鐵,,利用低床身和立柱橫梁一體的設計結構, 再配用高性能和大功率的進口伺服電機,,高精度和超規(guī)格的進口絲桿,、導軌,高轉速和高精度的主軸,使得機床具有穩(wěn)定性高,、剛性強,、加工平衡、切削力度

數(shù)控加工中心YF-C850 此機型的整體機械機構采用樹脂砂鑄件制造,,內部加強筋加多加大高剛性設計,,加強機械精度的持久性及加工精度的穩(wěn)定性,并保證了整體長久不變形,。該機型具有自動換刀裝置及三軸,、四軸聯(lián)動控制功能,系統(tǒng)一次裝夾,, 可自動連續(xù)對四面進行銑,、鉆、鉸及絲攻等多種

數(shù)控高速龍門銑YF-D1512 該款型號數(shù)控龍門銑床具有精度高,、剛性強,、結構合理、穩(wěn)定性好,、工作效率高等眾多優(yōu)點,,是我公司對老款產(chǎn)品改造升級后推出的一款全新的機型,它結合了原YF-D1615款機型的功能特點,,改換了有效行程,,并不斷的進行改進和創(chuàng)新,該款機型是我們一帆數(shù)控技

CNC龍門高速銑YF-D2016 本款型號CNC高速銑床是我司專為大尺寸工件的生產(chǎn)加工而精心研發(fā)設計的一款全新產(chǎn)品,,具有精度高,,傳動穩(wěn)定性好,加工尺寸大,、剛性好及機身重等特點,,采用了大型肋骨強化和龍門式床體設計,且經(jīng)過多次的實效處理消除了應力,,能夠長時間的保持很好的精度與剛
