
工件加工及性能分析
(1)弧形墊塊加工,?;⌒螇|塊原來采用帶鋸鋸切加工。加工流程為:制作1∶1比例圖樣板→在層壓絕緣紙板上畫上弧形墊塊圖形并排好版→在帶鋸上鋸切→在砂帶機上打磨,。采用帶鋸鋸切,加工出的工件精度低,,且鋸切面粗糙,,打磨非常費時,特別是鋸切加工中,,很容易造成鋸傷手等工傷事故,,因此可以采用功率較小的數(shù)控木工雕刻機加工,直接將弧形墊塊1∶1的CAD圖形轉(zhuǎn)入雕刻編程軟件進行編程,排版后進行銑削加工,?;⌒螇|塊端部細小,選用直徑較粗的刀具加工易造成開裂,,如圖1所示,。因此,加工此類墊塊選用準6mm的雙刃螺旋銑刀效果比較好,?;⌒螇|塊數(shù)控銑削尺寸精度高,表面光潔度好,,加工效率高,,甚至一人可以同時開兩臺設(shè)備加工。圖2是弧形墊塊在加工過程中,。
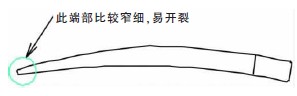
圖1 弧形墊塊

圖2 弧形墊塊在銑削加工
?。?)擋油板加工。擋油板傳統(tǒng)加工方式是:大張紙板剪切→畫等分線→圓剪機剪圓→倒邊機修邊→沖床沖工藝孔→開槽→去毛刺,。上述加工方法需要多種設(shè)備,、工具和工裝刀具,員工需要掌握多個操作技能,,加工效率低,。
利用數(shù)控雕銑機加工,用CAD軟件畫出擋油板圖形,,然后轉(zhuǎn)入雕刻編程軟件進行編程,,將加工代碼輸出到機床控制器進行加工。擋油板可分成二分之一或四分之一,,大小圈套用,,一次可加工多張紙板。這種加工方式可利用邊角料,,不必利用大張紙板,,節(jié)約資金。雕銑機加工完后只需要去毛邊一道工序就可以完成,,如圖3所示,。

圖3 擋油板在銑削加工
表1給出了寧波市寧海縣一帆數(shù)控機械有限公司YF10-180000/220高壓,、中壓、低壓擋油板兩種加工方法及效率對比(以1人加工計算工時),。
?。?)爬坡墊塊。爬坡墊塊是組合導線和換位導線換位處常用的一種絕緣件,其體積小,,如圖4所示,。原先加工方式是:紙板下料→紙板條料刷膠→沖床沖剪→挑選、打磨,。
圖4 爬坡墊塊
這種加工方式是帶膠紙板在沖裁后落料時自動擠壓粘接在一起,,墊塊表面粗糙、光潔度差,、紙板與紙板粘接力小,、容易斷裂、廢品多且需要多種規(guī)格沖模,。在生產(chǎn)330kV及500kV產(chǎn)品時改為銑床銑槽口,、斜坡和人工倒R角,加工質(zhì)量極大提高,,但效率很低,。改用層壓紙板雕銑機加工后,工件質(zhì)量顯著提高,、材料利用率高,、效率提升且勞動強度降低。爬坡墊塊尺寸小,,一般采用準4mm的雙刃螺銑刀加工,。
推薦產(chǎn)品

CNC高速龍門銑YF-D1190 此型號機床采用了合理的結(jié)構(gòu)強度和內(nèi)部加強肋的搭配,并在橫梁上增加了一根X軸向的導軌,,提高了機床整體的剛性,,增強了機床在切削加工時的穩(wěn)定性。再加上配備的高精度進口直線導軌,、絲桿和主軸,,使得該機型的性能大大提升,,既可以用于雕刻也可以用于雕銑,同

高速雕銑機YF-D870 本款型號設(shè)備秉承了傳統(tǒng)機床小刀具加工特點的基礎(chǔ)上,,結(jié)合目前模具切削加工的實際情況,,采用加重型和增強型的光機,高精密度的線性導軌和滾珠絲桿,,再配套大功率的主軸和伺服電機,,使之成為既可用于中小批量的精密零件生產(chǎn),更可實現(xiàn)大重型的精密模具加工,。其

數(shù)控雕銑機YF-D660 此型號是本公司比較暢銷的一款機型,,它結(jié)合了市場上客戶對于小型機床精加工、粗加工體的工作需求,,同時又參照YF-D870機型的標準配置元件所研制而成,。采用立柱橫梁一體的設(shè)計結(jié)構(gòu),且能長久地保持良好的剛性和精度,,加強機床的剛性和穩(wěn)定性,,使得機床具

高速高精雕銑機YF-G870 該型號設(shè)備秉承了以往機型小刀具加工特點的基礎(chǔ)上,結(jié)合目前模具切削加工的實際情況,,采用加重型和增強型的光機,,高精密度的線性導軌和滾珠絲桿,再配套大功率的主軸和伺服電機,,使之成為既可用于中小批量的精密零件生產(chǎn),,更可實現(xiàn)大重型的精密模具加工。其所
